






당사의 이중벽 골판지 파이프 기계는 다양한 목적으로 사용될 수 있습니다.단일 벽 주름관, 이중벽 주름관, 이중벽 천공 골판지 파이프, 터널 결정화 방지 물 누출 블라인드 파이프, 실내 장식 신선한 공기 덕트 및 대나무 파이프를 만들 수 있습니다.우리는 금형을 변경할 수 있습니다.괜찮아
신선공기덕트, PE공기교환용 특수골판관, 윈드박스, 환기호스, 지지환기관
신선한 공기 시스템 골판지 파이프 75/110PE 파이프 이중 벽 플라스틱 파이프 신선한 공기 덕트 에어컨 환기 호스
신선한 공기 시스템 이중 주름관 신선한 공기 덕트 PE 파이프 75, 110, 160

PE 파이프 75 공기 덕트 배기 호스 PE 파이프 신선한 공기 시스템 이중 벽 골판지 호스
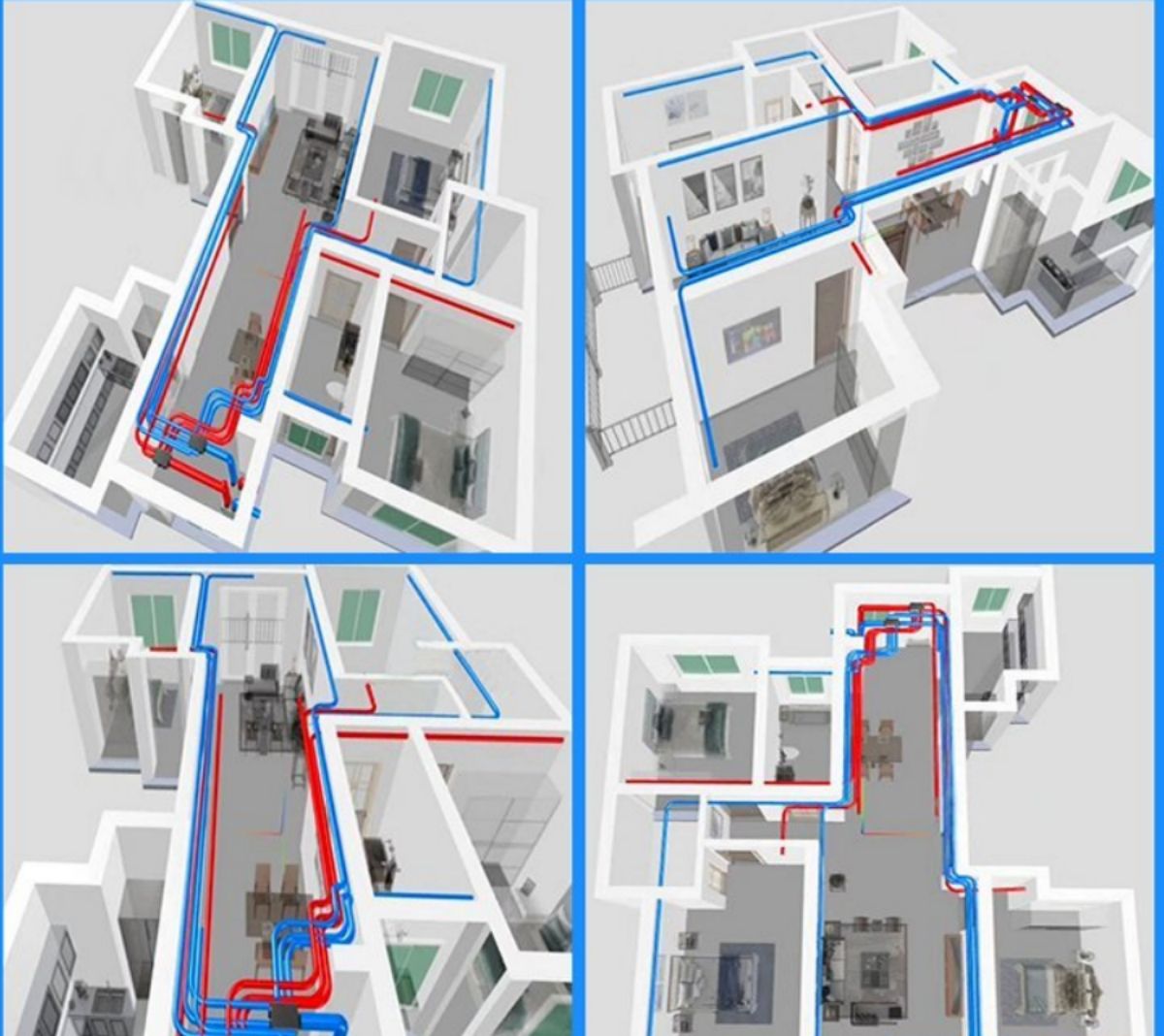
신선공기 시스템은 밀폐된 공간의 한쪽에 특수 장비를 사용하여 신선한 공기를 실내로 보내고, 반대쪽의 특수 장비를 통해 외부로 배출하는 방식입니다.실내의 신선한 공기에 대한 요구를 충족시키기 위해 실내에 "신선한 공기/유동장"이 형성됩니다.구현 계획은 높은 풍압과 대유량 팬을 사용하고, 기계를 사용하여 한쪽에서 실내로 공기를 공급하고, 특수 설계된 배기 팬을 사용하여 반대쪽에서 외부로 배출하여 강제로 공기를 형성하는 것입니다. 시스템의 신선한 공기/흐름장.공기를 공급하는 동안 실내로 유입되는 공기는 여과, 산소화 및 예열됩니다(겨울철).

새로운 공기 덕트 장비는 외벽 호스트 + 내벽 호스트 + 기계 헤드 + 금형 + 성형 기계 + 권선 기계로 구성됩니다.
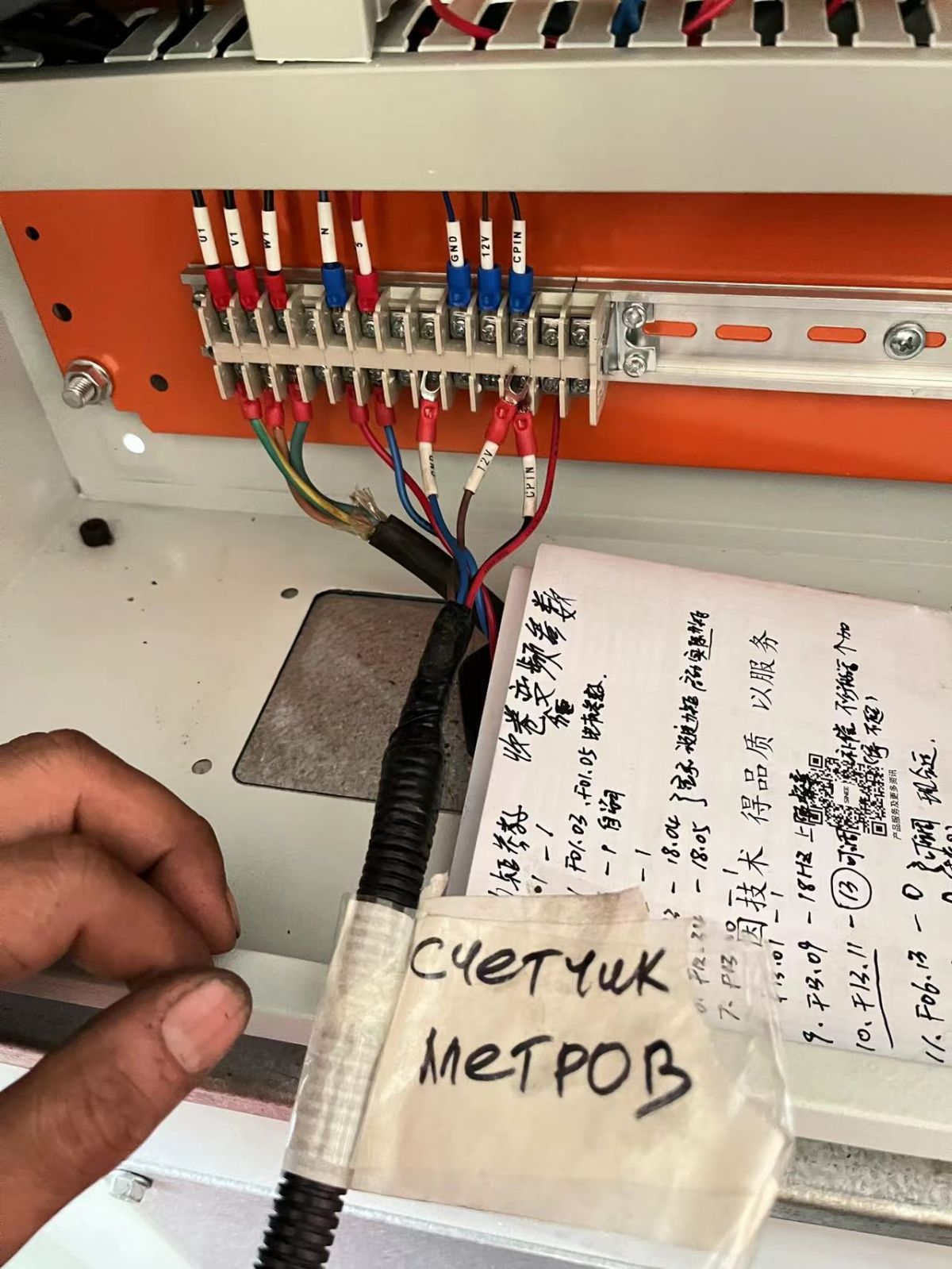
일반 접지를 실시하고 6m 구리선을 구축하여 모든 기계를 연결하고 동시에 접지하는 것이 좋습니다.성형기와 권선기는 모두 380V입니다.총 설치전력은 65킬로와트이며, 실제 생산량은 25킬로와트(25킬로와트시)이다.
성형기와 권선기 사이의 거리는 6m를 권장합니다.
외벽 호스트에서 성형기까지의 거리는 825MM이고 내벽 호스트에서 성형기까지의 거리는 785MM입니다.
우리가 단일벽 주름관을 생각해냈을 때, 우리는 내벽 압출기를 껐습니다.
또한 강선용 와이어 공급 장치를 추가하여 전력 배선용 주름관을 만들 수도 있습니다.철선을 위한 구멍을 금형에 뚫어야 합니다.철선의 직경은 1.0MM를 초과해서는 안됩니다.사용되는 워터 재킷도 속이 빈 2층 워터 재킷으로 변경되어야 합니다.


압출기는 재료의 등급에 따라 1.5~2시간 동안 200~220도까지 가열됩니다.머신 헤드의 4개 및 5개 영역은 백업 영역입니다.온도가 온도에 도달한 후 호스트 금형과 성형기가 균형을 찾은 후 공작 기계의 프레임 레벨이 정확한지 확인하려면 레벨을 금형에 올려 수평을 맞추십시오.수평을 맞춘 후에는 반드시 금형 좌우측에 있는 나사 12개를 조여주세요.수평이 맞지 않으면 재료가 나오지 않고 기계 헤드가 금형과 마찰하게 됩니다.성형기에는 상하좌우 조정나사가 있습니다.
레벨링 시 예열 후 소량의 재료를 밀어낸 후 균형을 찾는 것이 가장 정확한지 확인해야 합니다.
외벽의 편향을 조정한 다음 머신 헤드의 가열 벨트에 있는 원형의 큰 나사를 사용합니다.외벽의 어느 쪽이 더 두껍고, 어느 쪽이 더 단단하고, 어느 쪽이 더 느슨합니까?내부 벽의 편향을 조정한 다음 다이에 4개의 작은 나사가 있습니다. 어느 쪽이 더 얇습니까?내벽과 외벽이 반대입니다.

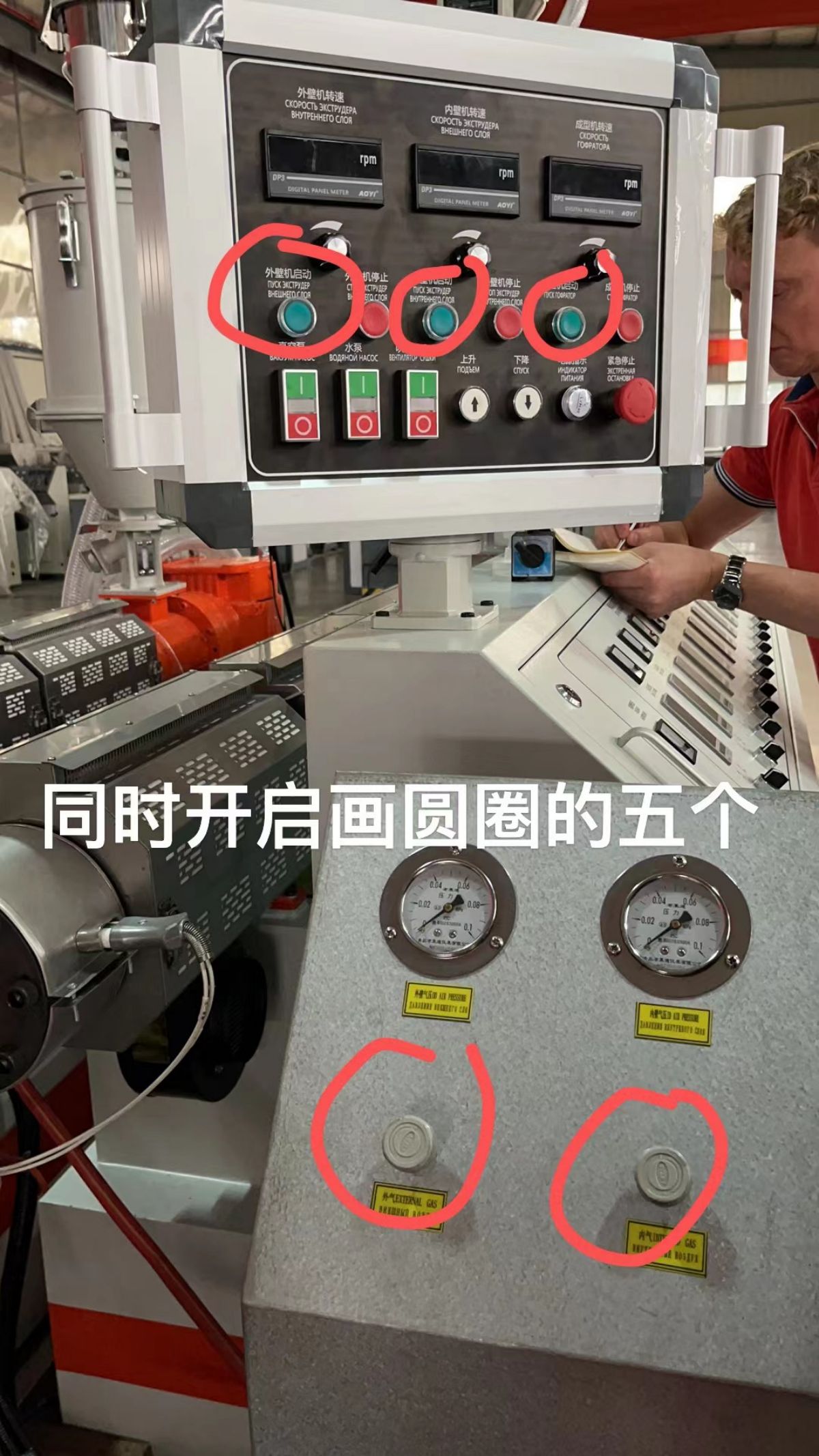
3개의 녹색 버튼(외벽, 내벽 및 캔틸레버 상자의 성형기)을 시작합니다.외벽 기계 속도는 272에서 시작 - 정상 작동은 290RPM, 내벽 기계 속도는 265 - 정상 작동은 214RPM, 성형기 속도는 614RPM이며 후속 생산 중에 성형기 속도가 가속됩니다.704RPM에서 호스트 전류는 16A를 나타내므로 벽 두께가 더 얇아집니다.새 공기 덕트를 만들 때 내벽이 너무 두꺼워서는 안 됩니다. 그렇지 않으면 내벽의 곡률이 좋지 않게 됩니다.

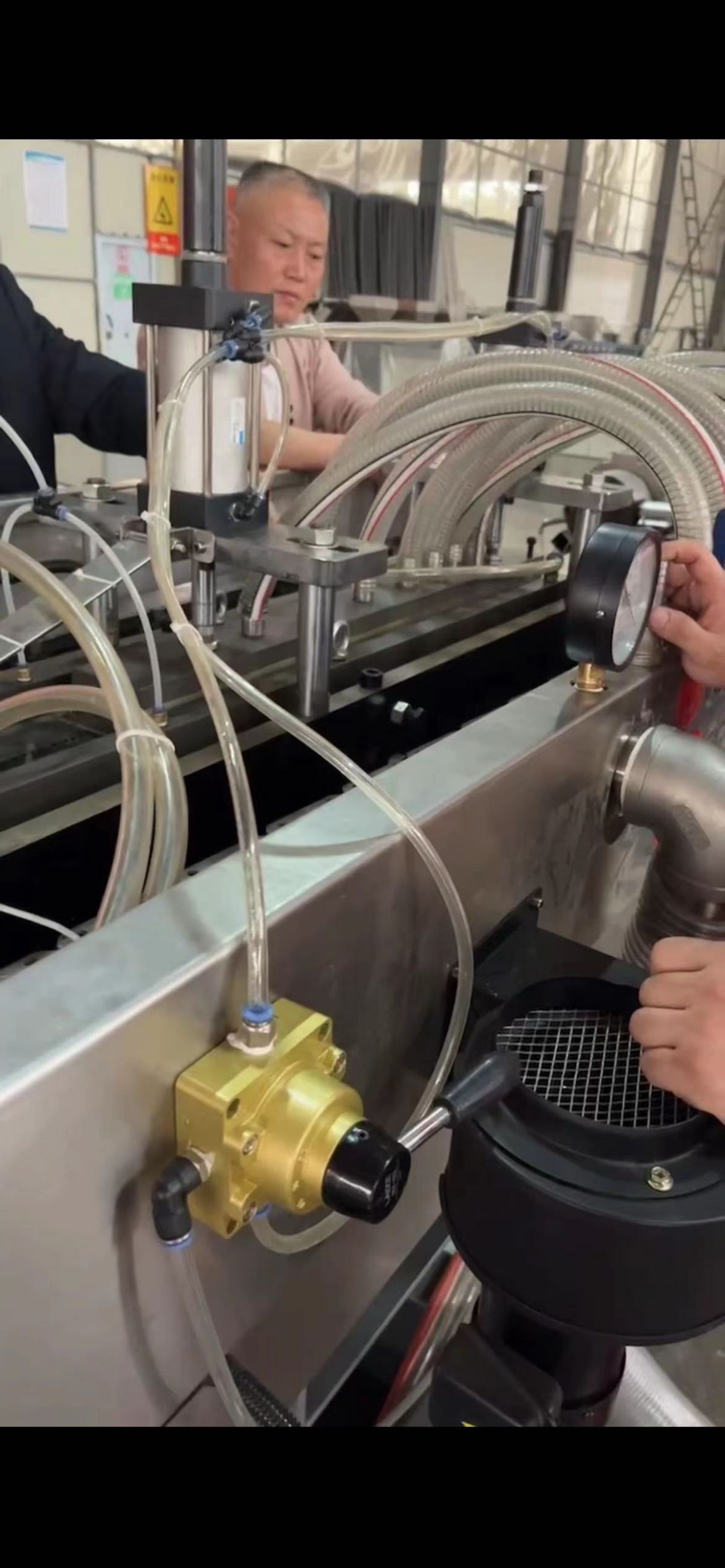
내벽과 외벽의 공기압을 동시에 켤 때 내부 압력은 0.02~0.04 사이를 권장하며 외부 압력은 비슷합니다.균형점을 찾으세요.안정적인 공기 압력을 보장하려면 공기 펌프 튜브가 더 두꺼워야 합니다.내부 및 외부 공기압 게이지는 안정적이어야 하며 변동될 수 없습니다., 그렇지 않으면 웨이브 크레스트에 영향을 미칩니다.외벽이 얇은 경우에는 진공 시스템을 사용할 필요가 없습니다.
15kW 공기 압축기는 4개의 라인을 공급할 수 있습니다.직경 40MM, 0.5-0.6MPA의 공기관을 사용하는 것이 좋습니다.내벽 압력은 외벽 압력보다 크고, 내벽에는 R각이 있으므로 내부 공기는 외부 공기보다 큽니다.시동 시 작동 전류를 확인하십시오.인버터가 켜지고 전류가 표시되며 50% 7042 및 50% 5502, 내벽은 5kg, 외벽은 12kg, 외벽은 내벽의 2~3배입니다.
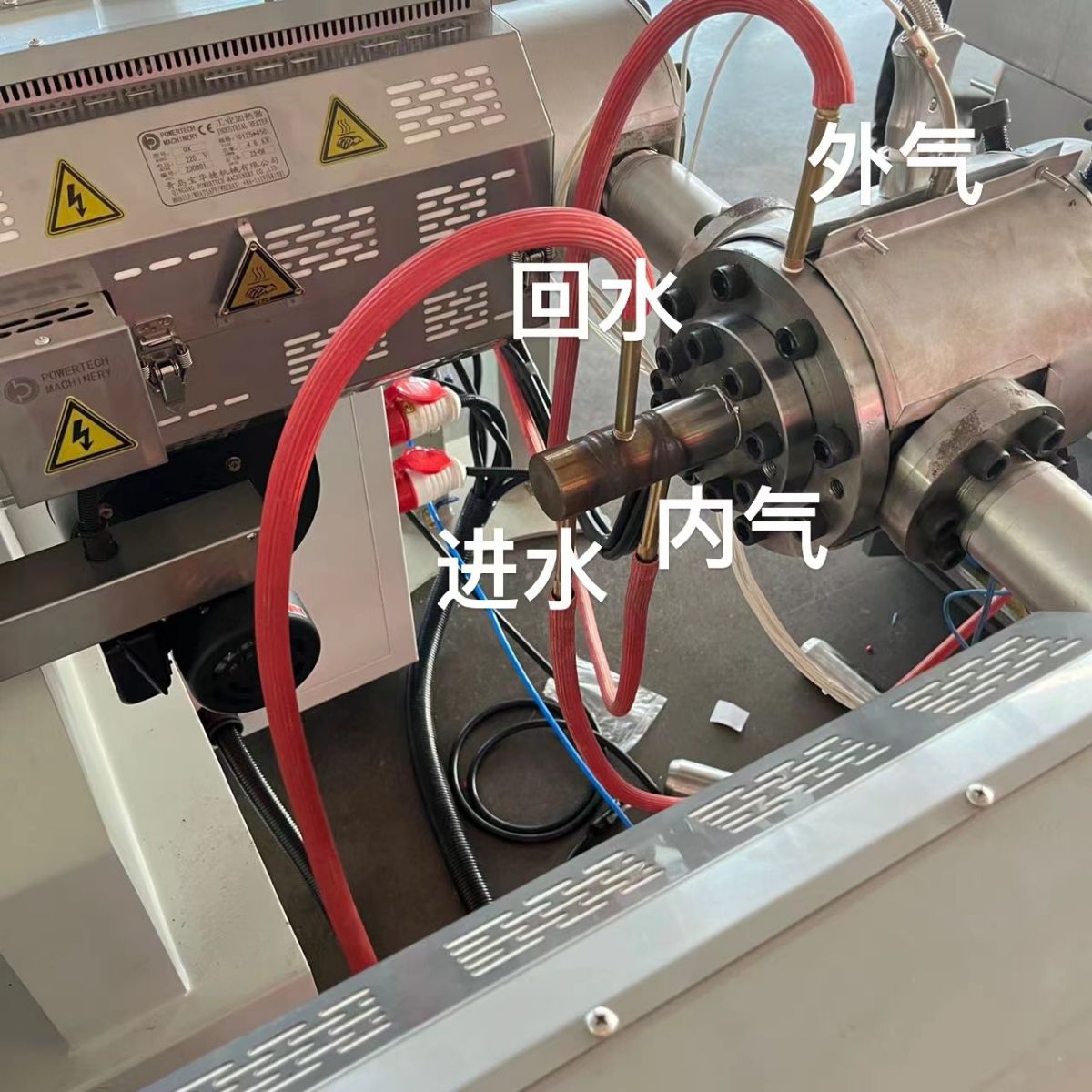
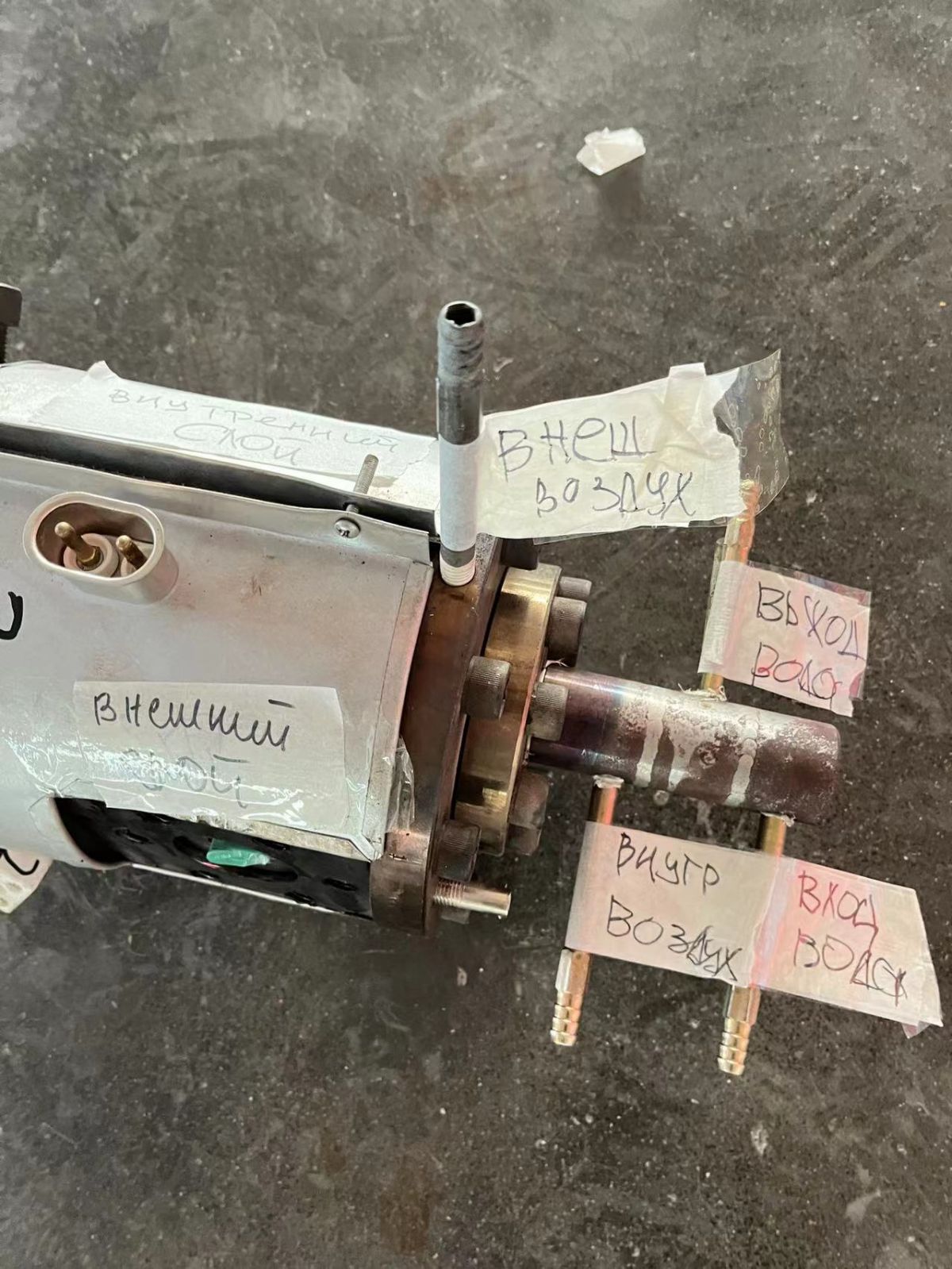
금형 입에 있는 금형 코어 로드의 왼쪽에서 오른쪽으로 외부 공기, 외부 벽, 내부 공기 및 내부 벽이 있습니다.
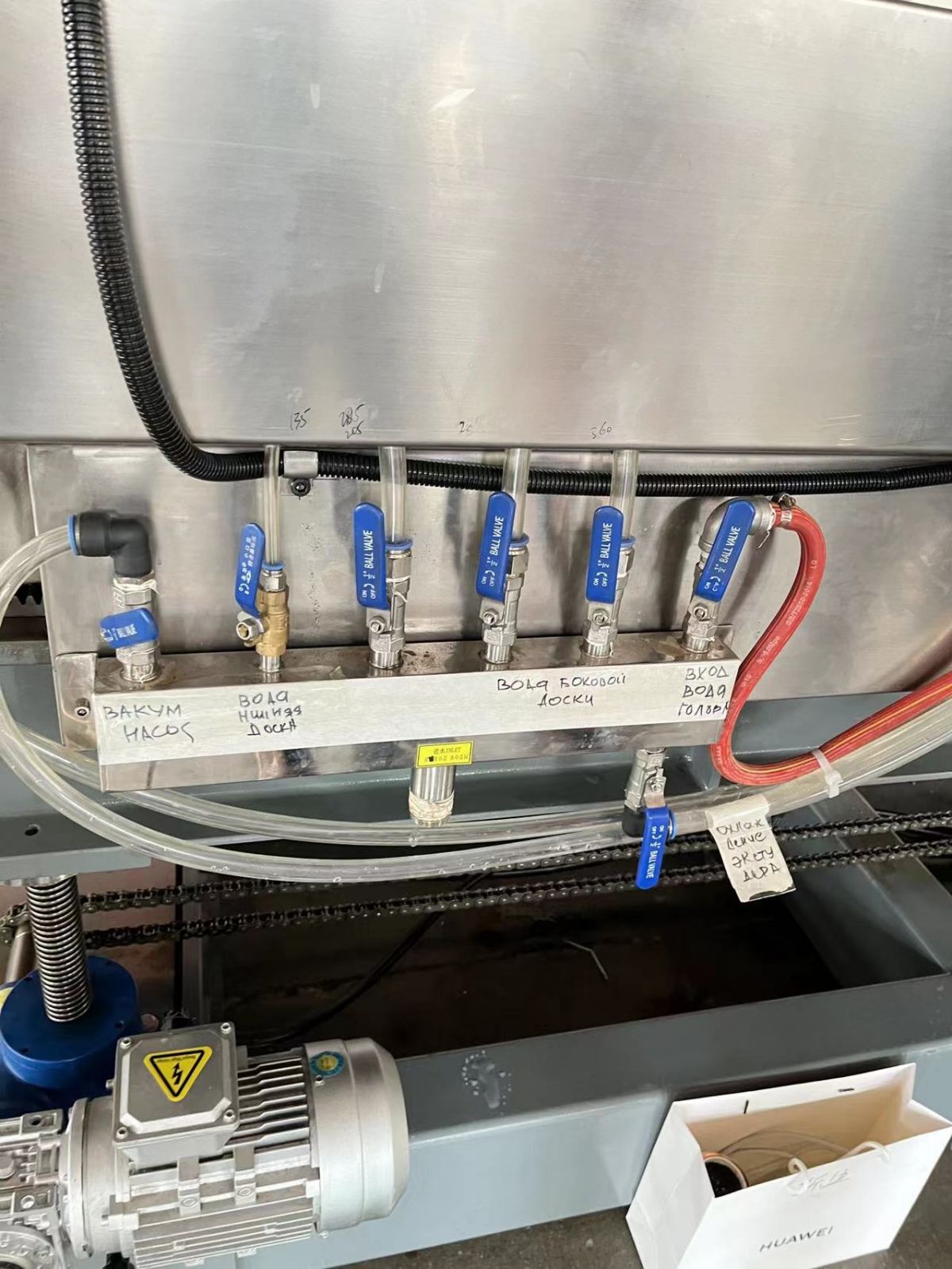
성형기의 다양한 수로 개방
성형기의 진공 게이지는 약 0.08입니다.바로 오른쪽에는 진공 게이지의 압력 릴리프 밸브가 있습니다.

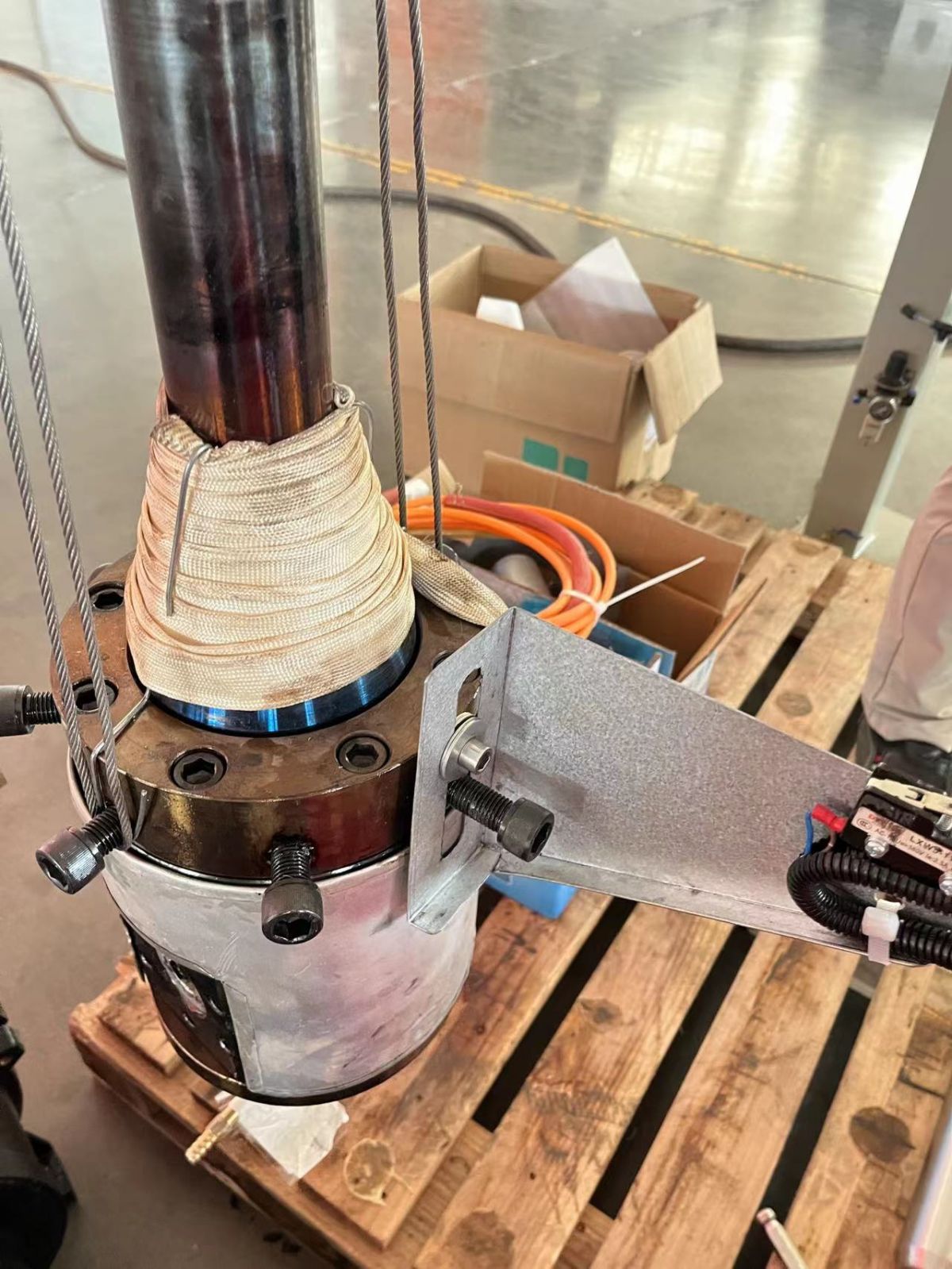
워터 재킷의 녹색 밀봉 링이 파손되면 누출됩니다.자주 확인하고 교체하세요.
워터 재킷을 비틀은 후 성형기의 가장 오른쪽에 있는 워터 재킷 밸브를 시간에 맞춰 상하 방향으로 열어 워터 재킷의 O-링이 기계 헤드의 열에 의해 연소되는 것을 방지합니다. .
워터자켓 설치시에는 조이고 약간 뒤로 돌려주세요.워터자켓이 상하좌우로 자연스럽게 정렬되도록 하는 것이 목적입니다.성형기가 워터 재킷에 접근하면 워터 재킷을 위로 들어 올리십시오.
외벽의 다이는 345MM 거리로 프레싱 실린더의 위치와 정렬되어야 합니다(그림 참조).

물탱크를 만들 때에는 반드시 필터가 있어야 하며, 순수한 물을 사용해야 합니다.물때가 있는 물은 워터 재킷과 워터 펌프를 막습니다.


종료 단계:
먼저 주 기계, 외벽 및 내벽 주 기계를 멈추고 재료가 나올 때까지 기다린 다음 성형기를 멈추고 즉시 워터 재킷을 제거하십시오.워터 재킷은 차갑고 손으로 직접 회전할 수 있으며 전기 캐비닛의 메인 손잡이를 닫습니다(수평 수평).왼쪽 및 오른쪽 방향으로 전원이 꺼지고, 위쪽 및 아래쪽 방향으로 전원이 켜집니다.)다음에 기계를 시작하기 전에 먼저 기계 헤드의 다이 맨드릴을 재가열해야 합니다. 그렇지 않으면 재료가 내부에서 응고됩니다.가열하지 않으면 쉽게 터집니다.
냉각기에는 진공 펌프를 사용할 수 있지만 워터 펌프는 필요하지 않습니다.단지 예약되어 있을 뿐입니다.
일반 접지를 실시하고 6m 구리선을 구축하여 모든 기계를 연결하고 동시에 접지하는 것이 좋습니다.성형기와 권선기는 모두 380V입니다.총 설치전력은 65킬로와트이며, 실제 생산량은 25킬로와트(25킬로와트시)이다.
금형교체시 리프트버튼, 70KG 압력판

게시 시간: 2023년 10월 16일